
Frameless Steel Boats
- Frameless Steel Boats
- Ocean Voyaging in a Bruce Roberts 18
- Crossing the Ballina Bar
- Brisbane to Port Moresby by Longboat 21
- Tonga to Fiji in a Roberts 43
- Cruising in the Vava'u Group
FRAMELESS AND FLAMELESS STEEL BOATS
By Lin Heath
When Bill Tapia asked me for an article on the above, I knew what would translate into words would be a book if every detail and ramification were explored. So what I have attempted to do here is to summarize what has been successful for us and should not be interpreted as hard and fast rules.
The title of this article wraps up in a nutshell what I believe is the best system for us. Frameless steel yacht construction is the building of a steel boat over a wood or steel mould. Wood is used to keep cost down and also allows quick modification over steel. The ribs are first lofted up, built, and then set on a strong back. Then full size patterns out of hardboard are made up for the steel to be cut from. We have found that by making full size patterns and joining the steel plates on the floor first, dips and bumps can be eliminated. Of course, the full size patterns are checked on the mold first to make sure no changes have occurred in the cutting and joining.
It is important to make sure that the hardboard used is the same thickness as the steel to be used or else gaps will occur. We use a good grade of glue for the joining of the hardboard patterns with a generous amount of overlap. (See fig. 1) We also use an electric staple gun to make sure the patterns do not change in movement. It would be wise to let them set overnight to allow the glue to get hard. 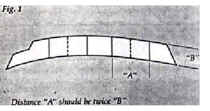 We then assemble all the patterns on the mould to verify exact fit and also the mould, port and starboard side. I cannot see why one side of the boat should be different from the other, if any differences occur this is the time to set it right.
We then assemble all the patterns on the mould to verify exact fit and also the mould, port and starboard side. I cannot see why one side of the boat should be different from the other, if any differences occur this is the time to set it right.
Once the patterns and mould are found to be correct we then start the steel layup. We try to buy our steel in as long a length as possible to cut down the number of joints. This cuts construction time as well as possible distortions. We use a silver opaque marker for outlining the patterns on steel. The trade name is Sanford and we have found this marker easy to see and holds up well to handling and working of the steel.
Now comes the big job of cutting steel. There are just two basic sensible methods of cutting steel, torch and machine. The torch method will be the longest and toughest but will be the cheaper to start with. When heat is applied to steel there will be distortion. Some methods however can be used to keep down distortion and in some cases to eliminate it. If you are cutting steel plate with a torch, use the smallest possible torch tip and the lowest amount of gas flow at the tip possible. Be careful that you do not pick too low of a tip number-wise or gas-wise, as your cutting will be slow. This will keep heat applied too long and distortion will be greater. The idea is to move as fast as possible and with the lowest gas pressure you can get away with. Only trial and error can give you the correct combination, but use scrap for testing. 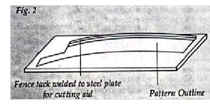
The next greatest help you can get to keep distortion down and is well worth the time and material is to tack weld some quarter inch thick metal to the line to be cut. (See fig 2.) This fence will do two things at one time. One it will give you a straight line, which saves grinding and will keep the metal from distorting. Make sure you keep your tacks for the fence no more than four inches apart. Any greater length will allow distortion between tacks. Any plate torch-cut will have some distortion, so after cutting you must then stress-relieve its edges by hammering the edges. Here again you must be careful not hit past the edge or else dents and distortion will occur. As you can see, torch cutting is the cheapest method to start with but in the long run you will spend much time in keeping down distortion but will not completely eliminate it.
Machine cutting: translate into THE NIBBLER. The nibbler is a hand-held mini puncher. It has a small table and die system through which a small punch comes through and punches out a small half moon piece of metal. This process is repeated many times a minute as it punches its way through the steel plate. This method completely ELIMINATES distortion. You will be left with a nice flat piece of metal. You will still have to grind a very slight sharp serrated edge but nothing like a torched edge with slag. We still employ the fence system not for distortion purposes but for straight lines, which eliminates hours of grinding.
At this point you are probably asking yourself why the long winded wordage on torch. The hitch with the nibbler is cost. But I believe in the long run the cost of gas, grinding pads (which are not cheap) and the additional hours spent with stress-relieving you are way out in front with the nibbler. Not to mention that the end product is first class from the word go with the nibbler. If you spend some time shopping and only buy up to the maximum gauge capacity for your boat you might find the cost of the nibbler is not too great. We bought the biggest nibbler we could find and the cost was about $1400. For one boat this is a high investment for the backyard builder. But bear in mind you will have a tool that will be almost like new when you are finished, hence will have a high resale value after the project.
The construction of a steel boat up to this point has been based on the fact that more than one person is involved with the construction of the yacht. For the backyard builder the lifting of a full length steel plate may seem to be an impossible task. But if you employ some safe lifting devices such as lifting chain and "V" hooks, or eyes welded to the plate or holes drilled to allow bolting of chain to the plate, you can lift some fairly large plates. Understand that as you are lifting some fairly long plates, a strong beam of metal must be used to allow the lifting and clearing of the mold. The beam would of course run the length of the pattern, with the chains attached at various points. A note about chain. Beware that not all chain is suited for lifting of anything. You must buy chain classified lifting chain, and you must be sure it is of sufficient diameter. Lifting chain usually costs more than normal chain.
For those who for whatever reason find this method not feasible, you can join sections of plates on the mold very easily and accurately by using the fence system as described earlier. (See fig.3.) By placing individual sections of plates on the mould and holding them there with some type of jig device, a set of fences can be tack-welded on top of the steel patterns to hold the plates in the correct position. Once all the plates are placed on the mold and held there by tacks, a welding procedure may be started. Caution: this is the time to step back fifty feet and start to use your greatest checking device, your eye.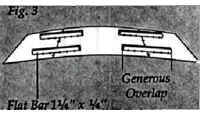
Make sure all joints are good both in the relative depth to each other and alignment to each other plate. If there is a problem, do not weld but go back and cut tacks and readjust, as there is no solution after welding to correct the alignment, or relative depth at joints in relation to other plates. Before welding is started, we make a pass with a grinding wheel on all joints to create a "V". This way we make sure that when we weld the outside of the hull we have at least 95 percent penetration. So when we weld the inside of the hull we can see our welding that took place on the outside. In theory, the welding of a properly welded boat on the inside is overkill. But when someone sails our boat and gets caught in the ultimate type storm, there just isn’t enough of overkill when it comes to construction as far as I’m concerned.
 A brief word on welding. A back step welding procedure MUST be used. Many have written in depth on the subject of welding. So a word to the wise, READ, or go take a class at an adult evening education centre. You are guaranteed a distorted, ruined project if you ignore the bible of welding. A second most important rule is the length of a weld. If you spread out five fingers over a piece of metal and you weld that distance, you just broke rule No.2. Cut that distance in half and you will be safe. In a brief summary LEARN how to set up your welder, jump around like a flea, and keep the length of any one weld to half the distance of a five finger spread. Do this and you will be pleased with your finished welded project.
A brief word on welding. A back step welding procedure MUST be used. Many have written in depth on the subject of welding. So a word to the wise, READ, or go take a class at an adult evening education centre. You are guaranteed a distorted, ruined project if you ignore the bible of welding. A second most important rule is the length of a weld. If you spread out five fingers over a piece of metal and you weld that distance, you just broke rule No.2. Cut that distance in half and you will be safe. In a brief summary LEARN how to set up your welder, jump around like a flea, and keep the length of any one weld to half the distance of a five finger spread. Do this and you will be pleased with your finished welded project.
A word on grinding of a hull, DON’T OVERGRIND. A good strong well-built hull can be made into a useless pile of steel by overgrinding which basically can cut the steel plates at joints to paper thin and render a good hull into an unsafe hull. Grinding a hull is done to remove only a weld bead, not to correct mistakes in plate alignment or bad welding which produced a bulge in the hull skin. We only grind the welding beads above the water line and not the rabbet line. That line is impossible to grind accurately and safely. Remember the fish don’t care about seeing an underground weld on the bottom of the hull. In Sweden it is against the law to grind any bead on the hull. I believe they must have had the first time welder in mind when they made up that law. When grinding a bead you should not see any grinding marks on the plates at all until the bead is completely flat. And then only the mill scale should be touched. I classify grinding a hull as an art. It is not a drone’s job, nor is it a friendly neighbor helping out with a beer setting behind him.
A suggestion on grinders. Get yourself two types of grinders, a lightweight one and heavy duty one. On downhand grinding the heavy duty one will do a good job, but on the side of a hull a heavy duty will quickly (like in 5 minutes) reduce your effectiveness and accuracy.
We use Makita grinders, one is Model: 9005B, which turns at 10,000 R.P.M.s and weighs about 4 pounds. This is your work horse. A grinder to be effective and accurate must turn at no less than 8,000 R.P.M.s. The heavy duty one is a Makita Model: 2272E, which weighs about 15 pounds; this is the arm buster. If you have any doubt take 15 pounds of weight and hold your arms straight out for eight hours. I doubt if anyone can last 15 minutes. Remember high R.P.M.s and lightweight will give you a tool you can live with for hours on end. Like I said in the beginning, different strokes for different folks. What I have written here is not a hard and fast rule book but only some of many methods that we have found that work for us

There are no products to list in this category.